EEOICPA Statistics for Claimants Living in Pennsylvania
DOL Part B and Part E Statistics
NIOSH Dose Reconstruction Statistics
Pennsylvania EEOICPA Facilities
Facility descriptions credit: DOE
Photo Credit: Michael Burkholder on Pixabay
Beginning in 1951,
Aeroprojects Inc. performed research and
development for the AEC. The company's work
included investigation of the use of ultrasonic
energy in the areas of instrumentation, welding,
filling of tubes with powders, extrusion,
solidification and cleaning. Materials used by
the company include alloys and compounds of
aluminum, beryllium, mercury, thorium and
uranium.
During the period of residual
contamination, as designated by the National
Institute for Occupational Safety and Health and
as noted in the dates above, employees of
subsequent owners and operators of this facility
are also covered under the Energy Employees
Occupational Illness Compensation Program Act.
In the late 1940s,
Aliquippa Forge (previously Vulcan Crucible) was
a supplier of rolled uranium rods used in
Hanford's reactors. The AEC operated a rolling
mill, two furnaces and cutting and extrusion
equipment at Vulcan. Work at the site ended in
1950.
This site was designated as part of the
Formerly Utilized Site Remediation Action
Program (FUSRAP) in 1983 and remediation work
took place was in 1988 and again in 1993-1994.
This work was performed under the Bechtel
National Inc. umbrella contract for DOE site
environmental remediation.
During the period
of residual contamination, as designated by the
National Institute for Occupational Safety and
Health and as noted in the dates above,
employees of subsequent owners and operators of
this facility are also covered under the Energy
Employees Occupational Illness Compensation
Program Act.
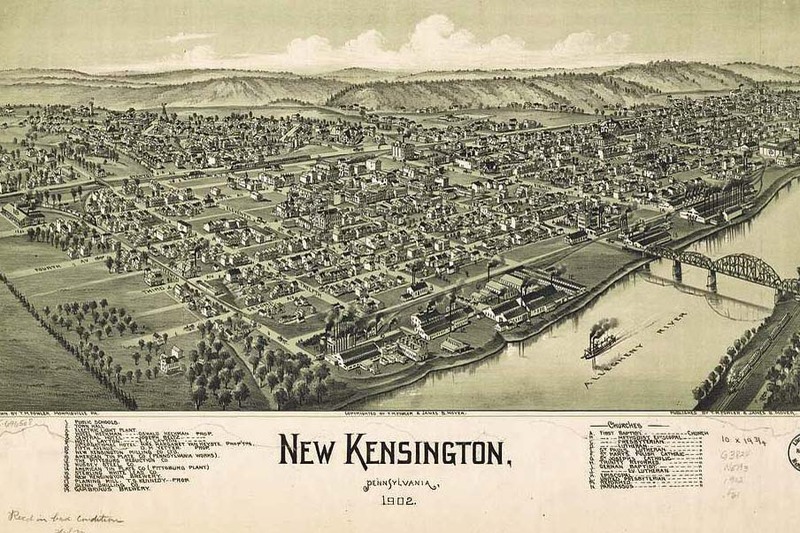
The Aluminum Company of America (Alcoa) site in New Kensington, Pennsylvania was one of 14 facilities in the early 1940s that produced nuclear fuel for the X-10 pilot plant reactor in Oak Ridge, Tennessee and the production reactors at Hanford, Washington. Alcoa used a unique welding process to "can" and seal uranium slugs produced by these other facilities. During the period of residual contamination, as designated by the National Institute for Occupational Safety and Health and as noted in the dates above, employees of subsequent owners and operators of this facility are also covered under the Energy Employees Occupational Illness Compensation Program Act.

The Manhattan Engineer District and the Atomic Energy Commission (AEC) contracted with the facility for the production of beryllium metal, beryllium oxide, and beryllium powder. The AEC contracted with the facility for the refining and fabrication of beryllium. Later the facility produced beryllium blanks for the Y-12 plant and Dow (Rocky Flats).
In 1947, the Beryllium Corporation plant at Reading produced highly distilled and pure beryllium oxide on a small scale for the AEC. By 1960, the plant focused on alloy and oxide work. In 1961, the plant supplied beryllium parts to the Y-12 plant and produced beryllium powder for the AEC from government inventory beryllium ingots. Although all major Berylco contracts (beyond 1961) and purchase orders reviewed to date show that the final product shipped from Hazelton, it has been clarified that but for the alloy and oxide work performed in Reading, the contracts and purchase orders fulfilled for the AEC by Hazelton could not have been completed.
In 1951, eight
assorted uranium billets weighing a total of 346
pounds, originating at Birdsboro, were received
by the AEC's Lake Ontario Ordnance Works.
In
1952, Birdsboro received 11.5 pounds of uranium
wafers for processing.
During the Manhattan Project, Carnegie Institute of Technology was key participant in research on the phases of special metals and their alloys. It also worked on the development of methods for testing materials of construction and the construction of “necessary equipment.”
Beginning in 1943, Carpenter Steel Corporation was one of the 14 private contractors and vendors that produced fuel for the Oak Ridge X-10 pilot plant reactor and the full-scale Hanford production reactors. As an alternative to extrusion, the Carpenter Steel Company of Reading, Pennsylvania experimented with rolled uranium rods in July 1944, but these proved to be inferior to the extruded product. The metal tended to form laps and seams on the surfaces of the rolled bars. Carpenter Steel has since changed its name to Carpenter Technology Corporation. 1947, the Beryllium Corporation plant at Reading produced highly distilled and pure beryllium oxide on a small scale for the AEC. By 1960, the plant focused on alloy and oxide work. In 1961, the plant supplied beryllium parts to the Y-12 plant and produced beryllium powder for the AEC from government inventory beryllium ingots. Although all major Berylco contracts (beyond 1961) and purchase orders reviewed to date show that the final product shipped from Hazelton, it has been clarified that but for the alloy and oxide work performed in Reading, the contracts and purchase orders fulfilled for the AEC by Hazelton could not have been completed.
In 1943, C.H.
Schnorr & Company began providing metal
fabrication services in support of Manhattan
Engineer District (MED) operations. C.H. Schnorr
machined extruded uranium for the Hanford Pile
Project. Operations may have continued until
1951 when the building was sold.
Although
this site was designated for the Formerly
Utilized Site Remediation Action Program
(FUSRAP) in 1992, the only year in which
remediation work was performed was 1994.
During the period of residual contamination, as
designated by the National Institute for
Occupational Safety and Health and as noted in
the dates above, employees of subsequent owners
and operators of this facility are also covered
under the Energy Employees Occupational Illness
Compensation Program Act.

In March 1957, a series of hot uranium forging tests were conducted at the Chambersburg Engineering company by the Metallurgical Department of National Lead Company of Ohio (Fernald). Approximately 150 hot uranium slugs were forged into washers on two Chambersburg air compressor impactors.
Foote Mineral had a
pilot plant at its East Whiteland Township
location which processed monazite sands.
Monazite sands are known to have a very high
thorium content. Because the AEC needed fairly
large quantities of thorium, they were very
interested in different methods of extracting it
from monazite sands.
Other work performed by
Foote Mineral on behalf of the Atomic Energy
Commission, including their work with zirconium,
is not covered under EEOICPA.
Foote
Mineral Company was also a major importer of
beryl ore from Brazil. Under contract to the
Atomic Energy Commission, Foote Mineral Company
procured 500 tons of beryl ore in 1947.
During the period of residual contamination, as
designated by the National Institute for
Occupational Safety and Health and as noted in
the dates above, employees of subsequent owner

Frankford Arsenal
has been delisted and is no longer covered under
EEOICPA.
The Frankford Arsenal performed
experimental research on uranium tetrachloride.
It also served as a storage site for
approximately 500 pounds of normal uranium metal
rods. January 1, 1952-December 31, 1967.

Under contract to
the Mallinckrodt Chemical Co., the site was used
to heat, press and water quench uranium "dingots".
Approximately 100,000 pounds of normal uranium
metal was shaped at Heppenstall over about a
6-month period. Records indicate that the
forging was done on a 1000 ton press on a
schedule of two days per month by a Heppenstall
crew of eight men.
During the period of
residual contamination, as designated by the
National Institute for Occupational Safety and
Health and as noted in the dates above,
employees of subsequent owners and operators of
this facility are also covered under the Energy
Employees Occupational Illness Compensation
Program Act.
Records indicate that in December 1952, uranium contaminated nickel scrap metals were sent to Jessop, which were used to produce stainless-steel piping for production equipment vital to Fernald atomic weapons production. In March 1954, Jessop sheared uranium plates that were sent to the Savannah River Site.
In conjunction with
the Kennecott Copper Co., Koppers conducted
pilot plant tests for the production of uranium
hexafluoride. In 1956, Koppers was licensed
receive 2000 pounds of refined source material
for use in studies toward the preparation of
uranium dioxide for reactor fuel elements and
6,150 pounds of refined source material for use
in research and pilot plant investigations on
feed material processing. In October 1957, they
were authorized to receive 110 pounds of normal
uranium hexafluoride. Most of the research works
appears to have taken place at the Koppers
Research Department in Verona, PA.
During the
period of residual contamination, as designated
by the National Institute for Occupational
Safety and Health and as noted in the dates
above, employees of subsequent owners and
operators of this facility are also covered
under the Energy Employees Occupational Illness
Compensation Program Act.

In 1952, National Lead of Ohio (Fernald) personnel performed tests involving the machining of uranium slugs at Landis Machine Tool Company. The tests were performed over a two day period.
The Manhattan District History indicates that the McDanel Refractory was used to fabricate oddly shaped beryllium crucibles or beryllium crucible stopper rods for the Manhattan Project, but was not used on a large-scale production basis.
The Nuclear Material
and Equipment Company (NUMEC) began operations
at the Apollo facility in 1957. NUMEC processed
unirradiated uranium scrap for the AEC in the
1960s. This facility also provided enriched
uranium to the naval reactors program and
included a plutonium plant, plutonium plant
storage area, highly enriched uranium fuel
facility, metals and hafnium complex and a
uranium hexafluoride storage area. The facility
also fabricated plutonium-beryllium neutron
sources. The Apollo facility ceased
manufacturing nuclear fuel in 1983.
On April
17, 1967, NUMEC sold all of its assets to the
Atlantic Richfield Company’s wholly-owned
subsidiary, which was given the name NUMEC II.
As a condition of that sale, the original NUMEC
was required to both change its name to the
“N.M.E. Liquidating Corporation” and to dissolve
its corporate existence. In 1971, the Atlantic
Richfield Company sold its subsidiary NUMEC II
to the Babcock & Wilcox Company (B&W). B&W
absorbed NUMEC II by the end of 1974, at which
point in time NUMEC II ceased to exist. B&W is
the current owner of the Apollo facility. NUMEC
II and B&W are both “successor” corporations of
NUMEC that acquired NUMEC’s statuses as an
atomic weapons employer and a beryllium vendor.
During the period of residual contamination, as
designated by the National Institute for
Occupational Safety and Health and as noted in
the dates above, employees of subsequent owners
and operators of this facility are also covered
under the Energy Employees Occupational Illness
Compensation Program Act.
The Nuclear Material
and Equipment Company (NUMEC) began operations
at the Parks Township facility in 1957. The
primary function of the NUMEC Parks Township
facility was the fabrication of plutonium fuel,
the preparation of high-enriched uranium fuel,
and the production of zirconium/hafnium bars.
The Parks Township facility ceased fuel
fabrication activities in 1980.
On April 17,
1967, NUMEC sold all of its assets to the
Atlantic Richfield Company’s wholly-owned
subsidiary, which was given the name NUMEC II.
As a condition of that sale, the original NUMEC
was required to both change its name to the
“N.M.E. Liquidating Corporation” and to dissolve
its corporate existence. In 1971, the Atlantic
Richfield Company sold its subsidiary NUMEC II
to the Babcock & Wilcox Company (B&W). B&W
absorbed NUMEC II by the end of 1974, at which
point in time NUMEC II ceased to exist. B&W is
the current owner of the Parks Township
facility. NUMEC II and B&W are both “successor”
corporations of NUMEC that acquired NUMEC’s
statuses as an atomic weapons employer and a
beryllium vendor.
During the period of
residual contamination, as designated by the
National Institute for Occupational Safety and
Health and as noted in the dates above,
employees of subsequent owners and operators of
this facility are also covered under the Energy
Employees Occupational Illness Compensation
Program Act.
Pennsylvania Salt experimented with samples of fluoride containing byproducts from AEC operations to determine if they could be used for hydrogen fluoride production or to extract uranium from the material. Penn Salt was licensed to receive scrap from AEC operations.
The Philadelphia Naval Yard has been delisted and is no longer a covered EEOICPA facility. In 1944, the Navy built a thermal diffusion pilot plant using concentric hot and cold pipes at the Philadelphia Naval Yard. The S-50 plant at Oak Ridge was a large-scale version of this plant. A large quantity of uranium hexafluoride was processed at this site.
Shippingport Atomic
Power Station, located in Shippingport,
Pennsylvania, was one of the first large-scale
nuclear power plants in the world.
**Consistent with the Act, coverage is limited
to activities not performed under the
responsibility of the Naval Nuclear Propulsion
program.
Superior Steel
produced uranium strip and rolled uranium slabs
for use by the Savannah River Laboratory. In
1955, for example, they hot rolled twenty-five
tons of uranium into strip.
During the period
of residual contamination, as designated by the
National Institute for Occupational Safety and
Health and as noted in the dates above,
employees of subsequent owners and operators of
this facility are also covered under the Energy
Employees Occupational Illness Compensation
Program Act.
Tests at the Christy Park Works, National Tube Division of the U. S. Steel Corporation, conducted in 1959 and 1960, demonstrated that rotary piercing of uranium was possible. The tests were conducted for National Lead of Ohio (Fernald).
Starting in 1948,
Vitro was under contract to recover uranium from
scrap. In the period from 1954-1956, Vitro had a
contract to process production quantities of
radioactive material (UF4) for National Lead of
Ohio (Fernald). Vitro continued to provide
uranium to the Atomic Energy Commission under
various contracts through 1959. Additionally, a
1948 document indicates that General Electric
shipped scrap containing beryllium to the
Canonsburg site.
Canonsburg was a major
uranium milling facility and although the
EEOICPA definition of an Atomic Weapons Employer
excludes mining and milling, this site is
covered because of its scrap processing
activities performed under contract to the
Atomic Energy Commission.
The Canonsburg site
is one of 24 former uranium mill sites
designated for Department of Energy remediation
by the Uranium Mill Tailings Radiation Control
Act (UMTRCA). DOE remediation contractors
performed environmental remediation under UMTRCA
at the Canonsburg site from 1983-1985 and in
1996. This work involved consolidating and
encapsulating all contaminated materials from
the Canonsburg site into on on-site engineered
disposal cell.
During the period of residual
contamination, as designated by the National
Institute for Occupational Safety and Health and
as noted in the dates above, employees of
subsequent owners and operators of this facility
are also covered under the Energy Employees
Occupational Illness Compensation Program Act.
Westinghouse performed fabricating operations that included rolling and machining thorium metal billets into slugs for the DOE Hanford facility.
The Westinghouse
Nuclear Fuels Division received shipments of
nuclear materials from the AEC nuclear weapons
complex in 1971 and 1972. The Cheswick site
received a shipment of enriched uranium from the
AEC’s Fernald plant in 1971. It also received a
shipment of plutonium in 1972 from the West
Valley facility. This plutonium originated out
of Hanford. Because this material came from the
nuclear weapons complex, the site qualifies as
an Atomic Weapons Employer for these years.
Although the Westinghouse facility in Cheswick,
PA, conducted substantial work with radioactive
materials in other years, this work is not
covered under EEOICPA because it was not related
to nuclear weapons production. This includes the
fabrication of nuclear fuels and reactor
subsystems for naval, space, and civilian
applications. Among the projects to which the
Cheswick facility contributed were the Naval
Nuclear Propulsion Program, the Nuclear Engine
for Rocket Vehicle Application (NERVA) program,
and the Liquid Metal Fast Breeder Reactor
(LMFBR) program.
During the period of
residual contamination, as designated by the
National Institute for Occupational Safety and
Health and as noted in the dates above,
employees of subsequent owners and operators of
this facility are also covered under the Energy
Employees Occupational Illness Compensation
Program Act.